




This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Trusted By








Industries MH&W Serves
MH&W offers solutions for an array of industries using VFD-controlled motors. Clients in sectors ranging from manufacturing and energy production to agriculture and water treatment trust our extensive product line.









VFD Manufacturers
To produce efficient, reliable, high-quality drives, VFD manufacturers depend on innovative solutions. At MH&W, we offer products like our Nanotech CMC and DMC to protect VFD motor systems during their service life, strengthening performance and protecting insulation and bearings. OEM VFD manufacturers worldwide use our products to create lasting solutions for their end users.

Energy (Renewable and Non-Renewable)
Wind farms, solar farms, nuclear plants, and geothermal facilities are just some examples of renewable energy sectors that use VFD-run motors for things like cooling towers and turbines. As renewable and alternative energy are newer energy sources, their production and supply must run smoothly and without disruption so that more businesses and the public will be comfortable adopting these sustainable options. VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors. Unscheduled system outages are costly and preventing disruptions in the energy industry is crucial for consistent energy supply to the public. MH&W provides VFD motor system protection to lessen maintenance and repair needs.

Hospital, Industrial, Commercial, and Office Building HVAC
HVAC systems provide comfortable working environments in hospitals, schools, office and commercial buildings, and industrial workplaces alike. Many of these systems are powered by VFD-driven motors, which must operate reliably for seamless heating and cooling. Optimally functioning VFD drives decrease an HVAC system’s energy consumption and save on electricity costs. VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors. Our Nanotech CMC and DMC products protect bearings and systems from expensive damage to ensure functioning VFDs and reliable, energy-efficient HVAC systems.
Learn More
Pumps and Fans
In pump and fan motors, VFDs offer efficient performance and energy savings while adjusting speeds.
VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors. Our solutions will reliably extend the life of your VFD-driven motors, setting you up for optimal equipment performance no matter how complex the application.

Pulp & Paper Processing
This industry uses VFD-driven motors for board and paper equipment, machinery for processing pulp, and more. VFDs allow you to reliably manage torque and speed in motors for such paper processing applications, giving you the ability to optimize your processes. Along with the added efficiency, you have the side benefit of consuming less energy for reduced costs.
VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors.
Our solutions will reliably extend the life of your VFD-driven motors, setting you up for optimal equipment performance no matter how complex the application.
Learn More
Food Processing
The food and beverage industry uses electric motors to power many types of equipment. Conveyor systems, pumps, refrigeration compressors, and more must operate without fail to prevent not only unscheduled system downtime but the spoilage of consumable goods, both of which can lead to significant financial losses.
VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors.
MH&W brings enhanced reliability to food processing operations by reducing VFD-driven motor damage for reduced repairs and standstill periods.
Learn More
Agriculture and Dairy Farming
Before incorporating VFDs, oversized agricultural systems ran inefficiently with pumps that couldn’t optimize operations. Pumping water for irrigation applications was highly expensive, allowing farmers to keep less of their profits. However, farming equipment and irrigation systems continue to evolve, keeping pace with new technological developments. With a VFD motor, pump pressure and flow are easier to control, and agricultural systems no longer require a series of pumps, throttling valves, or bypass lines.
VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors.
MH&W brings enhanced reliability to agriculture and dairy farming operations by reducing VFD-driven motor damage for reduced repairs and standstill periods.

Water Treatment
Reliable motors are an integral part of the pumping systems within water treatment plants. In these applications, motor failure is costly not only in terms of making repairs but also in the potential for public endangerment. When electrical damage causes a bearing to fail prematurely, this can result in the failure of your motor. Any type of motor can incur such damage, but VFD-driven motors experience it more frequently.
VFD’s create damaging currents that will cause lubrication breakdown and electrical discharge machining (EDM) damage in the motor bearing, and electromagnetic interference which affects control signals, encoder feedback, communication links for programmable logic controllers, Remote I/O, metal detectors, pump monitors, and other types of sensors including, ultrasonic sensors, bar code/vision systems, weight, and temperature sensors.
MH&W brings enhanced reliability to water treatment operations by reducing VFD-driven motor damage for reduced repairs and standstill periods.
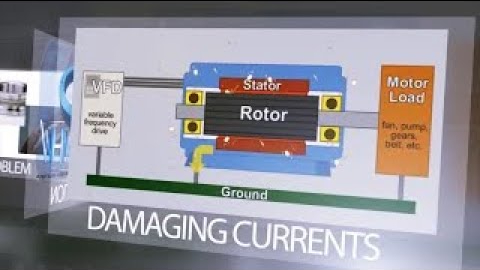
If these currents aren’t “absorbed” the effect will be lubrication breakdown and electrical discharge.
Case Studies
- Food
Large Food Manufacturer
Problem
Large manufacturer of candy experiencing random shut down of system, faulty reading on metal detectors, sensors, and random manufacturing failures /shutdowns.
Common mode currents were measured at nearly 12 amps on a 30HP VFD system. Bearing were failing within 6 months, and metal detectors were being slowed down, because of false or completely erroneous readings.
Solution Success
4 each Nanotech® CMC cores were placed around cabling for common mode choke to reduce motor bearing wear. 1 each Nanotech® DMC cores were placed around each individual cable line to reduce frequency even more, and to substantially reduce stray grounding currents.
Success: Bearing currents lowered well below level of destructive force. More importantly no more metal detector based issues. Company increased revenue significantly due to increased speed of metal detector without false readings.

- HVAC
Office HVAC
Problem
Multiple office building air handling system failures (30HP) within 2 years of installation. Bearing lubrication degradation and fluting evident when removed and inspected.
Solution Success
Reduced common mode current over 83% by placing 3 each Nanotech® CMC common mode chokes around power cables. 1 each Nanotech® DMC chokes were placed around each individual cable line.
- Paper
Paper
Problem
Customer experiencing random shutdowns (also known as “Ghost”) of system, and premature bearing failures on 150HP motor system. Bearing fluting was evident, and need of repair, every 8 weeks.
Solution Success
4 each Nanotech® CMC cores were placed around cabling. Current reduction of over 75% was seen, which resulted in no bearing fluting/frosting/etc. failures. Equally important was no more random or “ghost” system shutdowns because of high frequency stray grounding currents. Four Nanocrystalline cores were placed over the three leads at the output of the inverter. Significant reduction in the noise level of ground current are shown. Both power ground and signal ground share the same common ground. When noise levels on the ground current are high enough, the noise is injected into signal circuits inductively coupled to the common ground. The ground loop current caused by the noise also generated a radio frequency noise that affected surrounding equipment, primarily on the signal lines. Nanotech® cores absorbed this high frequency noise current, and no random shutdowns were experienced within the plant system. Industrial paper and plastic manufacturers all over the world benefit from Nanotech®!
- Water Treatment
Water Treatment
Problem
Water treatment plant in Connecticut was suffering from bearing failures due to high frequency common mode current and subsequent fluting.
Solution Success
MH&W engineers installed Nanotech® on a 200HP pump at the WWTP. Proper testing found found 23.6A of high frequency common mode current. Reduction of 65.5% in common mode current was achieved by bringing the current from 23.6A, down to 8.12 amps. Customer continues to install Nanotech® throughout the plant.
- Dairy
Dairy
Problem
St. Albans Cooperative Creamery called with consistent bearing failure issues on a 300HP dryer main exhaust fan.
Solution Success
MH&W engineers traveled to the location to test and install Nanotech® Without a choke installed, 45A of high frequency common mode current was measured. Engineers installed proper amount and type of Nanotech® cores and was able to get an 83% reduction in high frequency current. Reduction from 45A down to 7.5A.





Watch the Video
Explore this introduction to Magnetec CoolBLUE® Inductive Absorbers and NaLA® Line Absorbers. Learn how CoolBLUE® and NaLA® can help you reduce damage and extend the life of your motor bearings.

Why MH&W International Corp?
Since 1964, MH&W has been at the forefront of developing and promoting innovative magnetic cores and components for power conversion and filter applications. Our highly qualified team of engineers stands ready to supply standard and custom specific solutions, giving our customers a competitive edge in the marketplace.
Since 2010, MH&W has evolved as the industry leader in supplying nanocrystalline components in North America. Experience, ability, knowledge, and foresight led to the development of extremely effective noise filtering solutions manifested in chokes and filters for VFD, EV, Wind, and Solar applications.
The MH&W Team is standing by to solve your most demanding power conversion and filter challenges.